Качество - это всеохватывающий процесс в организации. (Арманд Фейгенбаум)
Интерпретация контрольных карт Шухарта
Ю.П. Адлер, В.Л. Шпер
Порою мысль, достойная овации, |
| В. Деглер |
Приступая к интерпретации контрольных карт Шухарта (ККШ), мы ступаем на зыбкую почву. В этом <болоте> утонул не один путешественник. Но мало помалу и здесь удалось проложить мосты и до роги, помогающие двигаться дальше. Для начала по пробуем научиться интерпретировать каждую карту в отдельности, и только после этого попытаемся рассмотреть их совместно.
Прежде всего отметим, что ККШ вообще и карты средних значений, в частности, распространены достаточно широко. Читателю может показаться, что мы <ломимся в открытую дверь>. Но дело в том, что в подавляющем большинстве публикаций о примене нии контрольных карт (это равно относится и к русскоязычной, и к англоязычной литературе) их рас сматривают как средство оперативного управления по <сигналам разладки>. Однако в авторском замысле им отводилась совсем другая роль - роль диагностического инструмента, предназначенного для определения статистической управляемости процесса, т. е. наличия или отсутствия специальных причин вариабельности. Установление диагноза позволяет ответить на ключевой вопрос о том, кто должен действовать (если надо) и в каком направлении. Что же касается оперативного вмешательства в процесс с целью его коррекции, то, во-первых, без проведения диагностики это опасно, а во-вторых, существуют карты, которые обнаруживают факт разладки быстрее, чем ККШ. К ним, например, относятся кумулятивно-суммирующие карты.
Следовательно, мы будем обсуждать проблемы интерпретации ККШ не для вмешательства в процесс, хотя такое вмешательство, при некоторых обстоятельствах и возможно, а лишь с целью извлечения из наших данных информации, требуемой для принятия решений на основе фактов (что соответствует одному из фундаментальных принципов современного менеджмента качества).
Дело в том, что прежде чем вмешиваться в процесс, важно понять: надо ли это вообще делать, и если надо, то кто именно должен это вмешательство осуществлять?
Смысл интерпретации контрольной карты заключается в поиске источников улучшения либо системы в целом, либо конкретных процессов. В современном бизнесе любая организация, стремящаяся удержаться на рынке, вынуждена, прежде всего, ориентироваться на потребителя. Текущую оценку удовлетворенности потребителя в первом (грубом) приближении можно представить следующим образом: удовлетворен или неудовлетворен. Кроме того, интерпретация ККШ может привести к одному из двух утверждений: процесс статистически управляем (специальные причины вариаций не выявлены) или процесс статистически неуправляем (специальные причины вариаций выявлены).
Ситуации, характеризуемые этими двумя призна ками представлены в табл. 1.
Таблица 1
Состояние процесса |
Состояние потребителя |
|
Удовлетворен |
Неудовлетворен |
|
Управляем (стабилен) |
1 |
2 |
Неуправляем (нестабилен) |
3 |
4 |
Рассмотрим действия, к которым приводят решения, отмеченные в каждой из четырех четвертей (квадрантов) этой таблицы. Для удобства будем двигаться от конца к началу. В четвертом квадранте табл. 1 показано, что потребитель неудовлетворен и процесс нестабилен. Другими словами: производится брак и процесс непредсказуем. Д. Уилер называет это состояние <состоянием хаоса> [1]. В этом состоянии линейный персонал и производственные руководители должны приложить максимум усилий для обнару жения и исключения всех специальных причин ва риаций, чтобы перевести процесс в одно из состоя ний, характеризуемых первой строкой табл. 1. Здесь промедление смерти подобно. Пока процесс не станет управляемым, трудно предпринять что-либо, направ ленное на повышение удовлетворенности потребителя, поскольку невозможно предсказать, что произой дет с процессом в следующий момент времени. Кроме того, может оказаться, что после устранения специальных причин вариаций, состояние процесса вообще перейдет в состояние, характеризуемое квадрантом 1. А о большем трудно даже мечтать.
В третьем квадранте табл. 1 отражено состояние, когда процесс неуправляем, а потребитель не прояв ляет признаков беспокойства, по крайней мере, пока. Иными словами, брака нет, но процесс непредсказуем (Д. Уилер называет этот случай <на грани хаоса> [1]). Однако нам не до благодушия. В этой ситуации мы вынуждены срочно добиваться управляемости таким же образом, как это показано в квадранте 4. Отсутствие управляемости мешает нам определить минимальную цену нашей продукции или услуги, т. е. цену, при которой работа не будет осуществляться себе в убыток. Мы просто не знаем, с какими затратами на устранение несоответствий мы можем столкнуться завтра. Ситуация снова непрогнозируема, и переговоры о цене превращаются в игру в покер.
Во втором квадранте показано состояние, когда требуются совершенно иные действия. Здесь выход процесса можно прогнозировать с разбросом, который зависит от того, как устроена система. Но, раз потребитель неудовлетворен, значит, та цель, на которую настроен процесс, не соответствует его ожиданиям. Другими словами, процесс предсказуем, но часть продукции не соответствует требованиям потребителя. Д. Уилер назвал такое состояние <пороговым> [1]. В этом случае уже высшее руководство компании должно <засучить рукава> и искать такие пути и способы улучшения системы, которые смогли бы повысить удовлетворенность потребителя. Действовать через исполнителей в этой ситуации бесполезно, если не вредно. Известно, что вмешательство в стабильный процесс изнутри чаще всего приводит к результату, противоположному нашим желаниям [2]. Если окажется, что изменение системы, требуемое для ее улучшения, нам не по силам, то с данным потребителем лучше расстаться - он пока еще, увы, не наш.
Первый квадрант - самый желанный. Все довольны. Процесс предсказуем, и выход брака исключен. По классификации Д. Уилера это - <идеальное со стояние> [1]. Но расслабляться все-таки не стоит. Поиск улучшений - вечный процесс. Данная ситуация отличается только тем, что отсутствуют стрессовые ситуации, и можно действовать спокойно и планомерно, а не в обычном для наших предприятий авральном режиме.
Расположение точек на карте - информация к размышлению
На что же можно опереться в процессе интерпретации ККШ? Исходные данные, которыми мы располагаем, - это конфигурация, или структура точек. В них содержатся сведения о значениях измеряемых величин и очень важная информация об их временной последовательности. От этого и будем отталкиваться.
Как известно, сам У. Шухарт предложил очень простое операциональное определение специальных причин вариабельности: выход точки на контрольной карте за границу верхнего или нижнего контрольного предела. В дальнейшем, однако, по мере того, как контрольные карты все шире использовались в про мышленности (хотя и не с той целью, с которой они задумывались У. Шухартом), на практике все чаще возникала ситуация, когда все точки находились в зо не между верхним и нижним пределами, но из кар тинки было ясно, что с процессом что-то происходит (например, процесс имеет явную тенденцию к росту/снижению, процесс носит периодический характер и т. п.). Вот почему перечень признаков, по которым можно визуально оценить статистическую стабиль ность (управляемость) процесса со временем был расширен: в него были добавлены так называемые неслу чайные (особые) структуры, серии и т. п. Именно так сформулировано то определение, которое мы привели во второй статье данного цикла. Рассмотрим теперь эти признаки более подробно.
Начнем с одного общего важного замечания. Дело в том, что само представление о случайности уместно только до того момента, когда произошли те или иные события. Всякое уже произошедшее событие неслучайно уже в силу того, что оно случилось. Эта проблема создает принципиальные трудности в интерпретации ККШ. Однако, если обезьяна, беспорядочно барабаня по клавишам компьютера, напечатает сонет Шекспира, нам будет очень трудно согласиться с тем, что это событие случайно. Вот к поискам подобных <сонетов> и сводятся попытки интерпретировать контрольные карты. Ясно, что <подозрительные> структуры точек могут служить лишь поводом для выдвижения гипотез, и не более того. А проверка этих гипотез - следующий этап. Она предполагает использование широкой гаммы статистических методов и цикла Шухарта-Деминга.
Есть несколько подходов к выделению особых структур точек. Вот набор правил (критериев) обнаружения специальных причин вариаций, приведенный в одной из лучших книг на тему статистического управления процессами (СУП) на русском языке [3].
1. Выход точек за контрольные пределы (рис. 1).
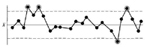 Рис. 1 |
2. Серия - это такое состояние, когда точки неизменно оказываются по одну сторону от средней линии, причем число таких точек называется длиной серии (рис. 2).

Серия длиной в семь точек рассматривается как ненормальная. Кроме того, ситуацию следует рассматривать как ненормальную, если:
а) не менее 10 из 11 точек оказываются по одну сторону от центральной линии;
б) не менее 12 из 14 точек оказываются по одну сторону от центральной линии;
в) не менее 16 из 20 точек оказываются по одну сторону от центральной линии.
3. Тренд (дрейф). Если точки образуют непрерывно повышающуюся или понижающуюся кривую, то гово рят, что имеет место тренд (рис. 3).

4. Приближение к контрольным пределам. Рассмат риваются точки, которые приближаются к 3-сигмо- вым контрольным пределам, причем, если из трех по следовательных точек две оказываются за 2-сигмовы- ми линиями, то такой случай надо рассматривать как ненормальный (рис. 4).

5. Приближение к центральной линии. Если на кон трольной карте большинство точек концентрируется в пространстве, ограниченном 1,5-сигмовыми ли ниями, делящими пополам расстояние между цент ральной линией и каждой из контрольных границ, то причина, скорее всего, в неподходящем способе раз биения данных на подгруппы.
Приближение к центральной линии не всегда оз начает, что достигнуто контролируемое состояние. За частую такая карта указывает, что в подгруппах сме шиваются данные различных распределений, что де лает размах контрольных пределов слишком широ ким. В этом случае надо изменить способ разбиения данных на подгруппы (рис. 5).

6. Периодичность. Когда кривая имеет периодиче скую структуру (то подъем, то спад) с примерно оди наковыми интервалами времени, это тоже ненормаль но (рис. 6).
![]()
В разных источниках на бор правил слегка отличается. Так, в действующем стандарте ГОСТ Р 50779.42-99 при ведены критерии обнаруже ния специальных причин ва риаций (рис. 7). Стоит заметить, что эти критерии вклю чают и те, которые были приведены в первом поколе нии <Джоггеров> [4, с. 55- 56]. Как раз там было предло жено разделить поле карты на зоны, показанные буквами (см. рис. 7). Ширина каждой зоны соответствует одному среднему квадратичному от клонению, т. е. одной сигме.
В Руководстве для команд компании <Америкен Теле фон энд Телеграф> [5] набор правил практически совпада ет с тем, что предлагается в работе [3]. В стандартах QS -9000 [6] этот набор весьма ог раничен. Кроме правила Шу- харта предлагается использо вать правило серий и трендов (но по 7 точек, а не по 6), а также <правило 2/3>: число точек в средней трети карты (включающей обе зоны С) не должно быть существенно больше 2/3 от общего числа точек (см. рис. 7). Однако в этом Руководстве есть еще один момент, заслуживаю щий внимания. При описании правил интерпретации карт присутствует такое по нятие, как <любая явно не случайная структура>. Дру гими словами, составители данного документа не хотели <загонять> реальную жизнь в <прокрустово ложе> жестких правил, что, безус ловно, верно, так как предусмотреть все возможные на практике варианты нереально.
Пожалуй, наиболее полный свод таких правил со ссылками на их источники приведен в работе [1, с. 135-139]. Вот резюме самого Д. Уилера:
У. Шухарт использовал правило 1 (точка за предела ми контрольных границ).
Д. Чэмберс часто отмечал, что ни один набор дан ных не выдержит тщательной проверки по всем прави лам из Руководства компании Western Electric .
И. Бэрр рекомендовал пользоваться только правила ми 1 и 2 (восемь последовательных точек с одной сторо ны от центральной линии).
Э. Отт настойчиво рекомендовал использовать правила 1, 2 и 4 (две из трех последовательных точек находятся на одной стороне от центральной линии и на расстоянии более чем два стандартных отклоне ния от нее).
Л. Нельсон рекомендует, как правило, пользоваться критериями 1 и 4, дополнив их своим правилом 3 (шесть точек подряд возрастают или убывают) и критерием 4 из рис. 7. Он также рекомендует использовать крите рии 7, 8 из рис. 7 для проверки правильности формирова ния подгрупп при построении ККШ.
Сам Д. Уилер рекомендует начинать с правила 1. Правило 4 и другие, где используются серии точек, можно добавлять по мере того, как персонал наберется опыта в области применения ККШ. Правила 5, 6 (см. рис. 7) он рекомендует применять в тех случаях, когда крайне важно увеличить чувствительность ККШ.
В 1996-1997 гг. на страницах журнала < Quality Progress > шла бурная дискуссия о противоречиях в интерпретации контрольных карт и о правилах их чтения [7]. При этом значительная часть этой дискуссии была посвящена как раз анализу правил, используемых для интерпретации контрольных карт. На рис. 8, воспроизведенном из использовавшейся при обсуждении работы [8], представлены семь правил, предназначенных для выявления структур, присутствие которых на контрольной карте говорит о наличии специальных причин вариаций. Эти правила приведены в табл. 2, а примеры их проявления на контрольной карте отмечены на рис. 8 соответствующими выносками (номер на выноске соответствует номеру правила из табл. 2). Латинской буквой В здесь обозначена интересующая нас характеристика, причем причем B AV - это ее среднее значение, s B - выборочное стандартное отклонение, ВКП, НКП - верхний и нижний контрольные пределы, соответственно.

Надо сказать, что, по-видимому, не существует полного перечня возможных правил, которыми можно пользоваться для обнаружения специальных при чин вариаций. В частности, в той же работе [7] пред лагается такая формулировка универсального прави ла: <Вы знаете, что процесс вышел из управляемого состояния, если он - бам! - режет вам глаза>. В современной литературе можно найти еще ряд правил. Например, в работе [9] весьма положительно оценивается правило числа серий. Серией на кон трольной карте называют последовательность точек, находящуюся с одной стороны от центральной ли нии (ЦЛ). При этом число точек нас не интересует: каждая группа с одной из сторон - это серия.
Таблица 2 - Правила для выявления специальных причин вариаций
Правило |
Описание правила |
Правило 1 |
Точка лежит выше (ниже) верхнего контрольного предела |
Правило 2 |
Из трех последовательных точек две лежат выше (ниже) ЦЛ более чем на два стандартных отклонения |
Правило 2' |
Две последовательные точки лежат выше (ниже) ЦЛ более чем на два стандартных отклонения |
Правило 3 |
Из пяти последовательных точек четыре лежат выше (ниже) ЦЛ более чем на одно стандартное отклонение |
Правило 3' |
Четыре последовательные точки лежат выше (ниже) ЦЛ более чем на одно стандартное отклонение |
Правило 4 |
Семь последовательных точек лежат выше (ниже) ЦЛ |
Правило 5 |
Шесть последовательных точек расположены в порядке монотонного возрастания (убывания) |
Правило 6 |
Среди десяти последовательных точек существует подгруппа из восьми точек (считая слева направо), которая образует монотонно возрастающую (убывающую) последовательность |
Правило 7 |
Из двух последовательных точек вторая лежит, по крайней мере, на четыре стандартных отклонения выше (ниже) первой |
Примечание - Как пользоваться табл. 2 и рис. 8.Возьмем, например, правило 3: Из пяти последовательных точек четыре лежат выше (ниже) ЦЛ более чем на одно стандартное отклонение. Берем на рис. 8 выноску 3, отсчитываем от нее пять точек назад и видим, что из этих пяти точек четыре лежат выше ЦЛ более чем на одно стандартное отклонение (номера точек по порядку слева направо 2, 3, 5, 6), а одна - точка 4 - лежит внутри первой полосы, т. е. ниже чем на одно стандартное отклонение, от ЦЛ. Правила 2' и 3' - это просто модификация правил 2 и 3 |
|
Итак, на рис. 8 мы имеем три серии. Если бы четвертая по счету точка (между выносками 1 и 2) находилась ниже ЦЛ, то серий было бы пять. Если бы она находилась точно на ЦЛ, то серий было бы три (точка на ЦЛ пропускается). В [9] приведена табл. 4.2 (здесь табл. 3), по которой в зависимости от объема данных можно определить диапазон для чис ла серий, если процесс находится в статистически управляемом состоянии. Скажем, для процесса, по казанного на рис. 8, объем данных (число точек) равен (равно) 16, и число серий должно лежать в диапазоне от 5 до 12. Мы имеем три серии, следо вательно, процесс не находится в статистически управляемом состоянии.
На ККШ, которую мы строили в предыдущей ста тье (см. рис. 4, ММК. - 2003. - № 7. - С. 35), 30 точек, и число серий должно лежать в диапазоне от 11 до 20 (рис. 9).
 Рис. 9 |
В данном случае прежде чем считать число серий, надо понять, лежат ли точки 19 и 27 точно на ЦЛ, или они находятся с той или другой стороны от нее.
В подобных случаях надо пользоваться не рисунком (ясно, что точность нанесения точек на ККШ весьма невелика), а значениями из табл. 1 предыдущей ста тьи. Посмотрев в эту таблицу, мы увидим, что обе точки лежат ниже ЦЛ, поэтому число серий на нашей ККШ равно 13. Следовательно, по этому критерию специальных причин вариаций в нашем процессе не обнаруживается.
Таблица 3 |
||
Число точек |
Нижний предел для числа серий |
Верхний предел для числа серий |
10 |
3 |
8 |
11 |
3 |
9 |
12 |
3 |
10 |
13 |
4 |
10 |
14 |
4 |
11 |
15 |
4 |
12 |
16 |
5 |
12 |
17 |
5 |
13 |
18 |
6 |
13 |
19 |
6 |
14 |
20 |
6 |
15 |
21 |
7 |
15 |
22 |
7 |
16 |
23 |
8 |
16 |
24 |
8 |
17 |
25 |
9 |
17 |
26 |
9 |
18 |
27 |
9 |
19 |
28 |
10 |
19 |
29 |
10 |
20 |
30 |
11 |
20 |
31 |
11 |
21 |
32 |
11 |
22 |
33 |
11 |
22 |
34 |
12 |
23 |
35 |
13 |
23 |
36 |
13 |
24 |
37 |
13 |
25 |
38 |
14 |
25 |
39 |
14 |
26 |
40 |
15 |
26 |
41 |
16 |
26 |
42 |
16 |
27 |
43 |
17 |
27 |
44 |
17 |
28 |
45 |
17 |
29 |
46 |
17 |
30 |
47 |
18 |
30 |
48 |
18 |
31 |
49 |
19 |
31 |
50 |
19 |
32 |
60 |
24 |
37 |
70 |
28 |
43 |
80 |
33 |
48 |
90 |
37 |
54 |
100 |
42 |
59 |
110 |
46 |
65 |
120 |
51 |
70 |
Здесь читатель вправе нас прервать и сказать, что мы не знаем, чему равно стандартное отклонение для наших данных. Отчасти он будет прав, так как в пре дыдущей статье мы рассчитывали величину среднего размаха и умножали ее на некоторый коэффициент, взятый из стандартной таблицы. Однако мы уже от мечали, что границы на всех ККШ рассчитываются всег да по правилу ЦЛ + 3?, а те коэффициенты, какие мы используем при построении конкретной ККШ, - это просто перевод используемой нами для оценки вариаций процесса той или иной величины в шухартовские 3? . Поэтому мы должны просто взять величи ну расстояния между ЦЛ и верхним/нижним преде лом, разделить полученное значение на три, отложить его вверх и вниз от ЦЛ и посмотреть, сколько точек попадают в полученную таким образом зону. Проде лав эту несложную процедуру, мы получим, что за пределами + ? от ЦЛ находится 11 точек. Если бы их было 10, то это была бы точно 1/3, а 11/30 - доста точно близкое к 1/3 значение, т.е. по этому критерию с нашим процессом все нормально.
На наш взгляд, важно не число дополнительных правил, сколько понимание того, откуда вообще эти правила берутся и как ими пользоваться (т.е. как их выбирать, сколько таких правил использовать и т.п.).
Прежде чем перейти к обсуждению этих вопросов, приведем <10 заповедей> СУП, которые были сформу лированы в работе [8] и уточнены в ходе последующей дискуссии:
- Не считай, что выход процесса важнее самого процесса.
- Не смешивай проблемы управления процес сом с проблемами его воспроизводимости.
- Не используй точки, говорящие о специаль ных причинах вариаций, для вычисления контрольных пределов.
- Не рисуй границы поля допуска на каждой контрольной карте.
- Не подтасовывай данные, чтобы неуправ ляемый процесс казался управляемым.
- Не поклоняйся правилу <точка за предела ми контрольных границ>.
- Не фальсифицируй исходные данные.
- Не забывай о распределении выхода процесса.
- Не пренебрегай специальными причинами вариаций.
- Не скрывай неуправляемый процесс от контролера, менеджера или потребителя.
Вернемся теперь к проблемам, связанным с правилами чтения контрольных карт. Сначала несколько слов о том, откуда эти правила берутся. Дело в том, что когда У. Шухарт вводил трехсигмовые границы на контрольной карте, он обосновывал свою точку зрения многочисленными расчетами вероятностей в предположении, что интересующий нас параметр распределен по нормальному закону. Если это так, то легко рассчитать вероятность выхода точки за верхний или нижний контрольный пределы. После этого можно рассмотреть различные структуры, которые встречаются на практике, и для каждой из них рассчитать вероятность ее появления. Если эта вероятность будет близка к вероятности выхода точки за контрольные пределы, то к такой структуре можно применить дополнительное правило.
Например, рассмотрим правило 4 из табл. 2. Вероятность того, что точка находится выше ЦЛ, равна 0,5. Так как мы говорим о дополнительных правилах, т. е. предполагаем, что все точки находятся внутри контрольных пределов, то из этого значения надо вычесть вероятность того, что точка находится за верхним контрольным пределом - 0,00135. Тогда вероятность того, что точка находится между ЦЛ и ВКП равна 0,49865. Вероятность того, что две точки подряд находятся в этой зоне, равна 0,49865 2 = 0,24865. Вероятность того, что четыре точки подряд находятся внутри этой зоны, равна 0,24865 2 = 0,06183. Для шести точек имеем 0,01537. Для семи - 0,00767, для восьми - 0,00382 и т. д. Последние два значения по порядку величины уже близки к шухартовской вероятности выхода точки за контрольные пределы - 0,0027, и потому их можно попробовать в качестве дополнительных признаков специальных причин вариаций. Однако все эти расчеты нужны лишь для грубой оценки того, как количественно определить то или иное правило.
Если мы теперь вспомним, что каждое из правил следует рассматривать как операциональное опреде ление наличия/отсутствия специальных причин ва риаций, то никакие <точные> расчеты не нужны, а нужна лишь практика реального применения этих правил, которая либо подтвердит, либо опровергнет их справедливость. Поскольку таких правил может быть великое множество, то возникает проблема выбора подходящих правил до их использования на практике. Именно с этой, и только с этой целью имеет смысл считать те или иные вероятности. У нас просто нет другого способа выбрать из беско нечного числа возможных правил сколько-нибудь подходящие. Безусловно, может возникнуть вопрос: а зачем нам много правил, разве одного правила недостаточно?
С одной стороны, конечно недостаточно, посколь ку бывают ситуации, когда очевидно, что с процессом что-то не так, хотя все точки лежат внутри контрольных пределов. Но с другой стороны, чем больше правил мы используем, тем больше вероятность напрас ного вмешательства в процесс. Ответ может дать толь ко практика сравнения эффективности обнаружения специальных причин вариаций по одному и/или не скольким правилам. Но для того чтобы получить та кой ответ на практике, надо сначала применить неко торую совокупность правил. И здесь мы возвращаем ся к вопросу, сколько их выбрать, и как? Наша точка зрения состоит в том, что дополнительных правил не должно быть более двух-трех, и выбирать их следует из числа тех, которые уже хорошо зарекомендовали себя на практике (например, правила 4, 5 из табл. 2, <правило 2/3> и т. д.). Важно подчеркнуть, что в отли чие от принципа VI [9], правило Шухарта все-таки носит исключительный характер, причем его исклю чительность вызвана тем, и только тем обстоятельст вом, что это единственное на сегодня правило, отно сительно которого точно известно, что оно работает в подавляющем большинстве реальных ситуаций. Отно сительно всех других правил существует намного меньшая статистика их применения, и потому каждая организация должна проходить путь их апробации самостоятельно.
Еще один важный аспект, на который надо обратить внимание, состоит в том, что разные правила имеют разную разрешающую способность во времени. Здесь имеется в виду следующее. Как мы уже знаем, правило Шухарта - выход точки за контрольные пределы - указывает момент времени, когда в процесс что-то вмешивается. Возьмем теперь, например, правило 4 - семь точек лежат выше (ниже) ЦЛ. Спрашивается, а какой момент времени в нашем процессе мы должны исследовать? Другими словами, когда произошло то вмешательство в процесс, причину которого мы должны выявить? (Здесь важно помнить, что последовательные точки на карте могут отстоять друг от друга в реальном времени на часы, смены, недели, месяцы и т. п.) А ведь анализ семи точек - это совсем другие затраты на поиск причин вариабельности, и этот фактор тоже нельзя упускать из виду.
Предварительное заключение
До окончательного заключения дело еще не дошло. Мы надеемся продолжить рассмотрение круга проблем, связанных с интерпретацией ККШ в следующей статье. Пока же ограничимся констатацией: если нет признаков, свидетельствующих о возможном существовании специальных причин, то рассматриваемый процесс считается статистически управляемым, или стабильным. Это означает, что его совершенствование, прежде всего, дело руководства. Малейшее подозрение в существовании специальных причин вариабельности мобилизует команду процесса на их поиск, выработку корректирующих воздействий и их реализацию.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
- Wheeler D. Advanced Topics in Statistical Process Control. The power of Shewhart's Charts. - Knoxville, SPC Press, Inc. - 470 p. - 1995.
- Нив Г. Пространство доктора Деминга. В 2-х кн. Кн. 1. - Тольятти: Городской общественный фонд <Развитие через качество>, 1998. - 332 с.
- Статистические методы повышения качества: Пер. с англ. / Под. ред. X . Кумэ. - М.: Финансы и статистика. - 1990. - 304 с. (Сокращенный вариант опубликован в журнале <Стандарты и качество>: 1992, № 4, 6, 7, 9-11; 1993, № 1-7, 9, 12; 1994, № 12; 1995, № 1, 2).
- A Pocket Guide of Tools for Continuous Improvement. The Memory Jogger. 2 nd edition. - Methuen , MA : GOAL/QPC. - 1988. - 89 p.
- Total Quality Management. QI Story: Tools and Techniques. A Guidebook for Teams. - AT&T. - Palm Beach Gardens , FL : Qualitec Quality Services, Inc. - 1991. - 147 p.
- Statistical Process Control (SPC). Reference Manual. (1992, 1995). Crysler Corporation, Ford Motor Company, and General Motors Corporation.
- Шпер В.Л. Еще раз о контрольных картах и вокруг них. Размышления по поводу одной заокеанской дискуссии // Надежность и контроль качества, 1998. - № 10. - С. 3-13.
- Hoyer R.W., Ellis W.C. A Graphical Exploration of SPC. Part 2: The probability structure of rules for interpreting control charts. - Quality Progress, vol. 29, #6, pp. 57-64, 1996.
- Balestracci D. Data
: Statistical Thinking Applied to Everyday Data. - https:// deming.ces.clemson.edu/pub/den/data_sanity.pdf.
Продолжение. Начало см.: ММК. - 2003. - № 1, 3, 5, 7. - Прим. ред. В предыдущей статье в формулах для пределов на карте размахов (с. 36) была допущена опечатка. Контрольные пределы вычисляются по следующим формулам: ВКП = D R ; НКП = D R . - Прим. авторов
См. ММК. - 2003. - № 3
Этот стандарт представляет со бой перевод международного стан дарта ИСО 8258:1991 по конт рольным картам Шухарта. При срав нении формулировок надо иметь в виду, что некоторые формулировки в тексте ГОСТ неточны из-за по грешностей перевода. Например, в правилах 1, 5, 6 слова <вне зоны> или <вне ее> надо понимать как <дальше от центральной линии>.
Слово <существенно> лишает это определение операциональности , поэтому в тексте |6] есть уточне ние: для 25 подгрупп признаком аномалии служит ситуация, когда более 90% точек находятся в сред ней трети карты.
Подробно нормальное распределение и его применение будут рассмотрены в статье об индексах воспроизводимости процессов.
Это очень важное примечание, ибо все обсуждаемые нами не случайные/особые структуры реально возникают не в чьих-то голо вах, а в тех или иных процессах.
Слово <точные> стоит в кавычках, поскольку на практике мы никогда не знаем вида закона распределения, его параметров, их зависимости от времени и т. п.
Опубликовано в МЕТАЛЛСЕРТИФИКАТ
Также на сайте:
Управление знаниями: новые акценты поиска источников конкурентных преимуществ
Знание и мышление в менеджменте
Новое на форуме
О проекте
quality.eup.ru - один из самых старых в рунете ресурсов, посвященных менеджменту качества во всем его разнообразии.
Нам более 7 лет, и все это время ресурс пополняется новыми и новыми материалами, почти ежедневно. Если вы ищете информацию о менеджменте вообще и управлении качеством в частности, скорее всего, вы найдете эту информацию здесь.
Кроме отличной и действительно большой подборки статей, действует живой форум по менеджменту качества.
Добавить в "Избранное"